プレスリリース




自動車工場の技術継承問題を画像処理で解決!熟練検査員の目を再現する新技術を開発
(@Press) 2023年02月21日(火)10時45分配信

工場の自動化に関する企画から製作・管理を手掛ける八光オートメーション株式会社(所在地:福岡県糟屋郡粕屋町、代表取締役:小野 和雄)は、目視検査の技術継承問題を解決する新機能を追加した「面歪スキャニングセンサー LINE STRIPER」の販売を2023年3月より開始します。
■特徴
【熟練検査員の景色を画像化】
自動車の外観検査は照明が並んだ光のトンネルの中に車を通過させ、自動車ボディに写り込んだ照明の歪み具合から良否を判断しています。
この特殊な環境の目視検査は自動化が困難で、どのメーカーも目視検査に頼っているのが現状です。
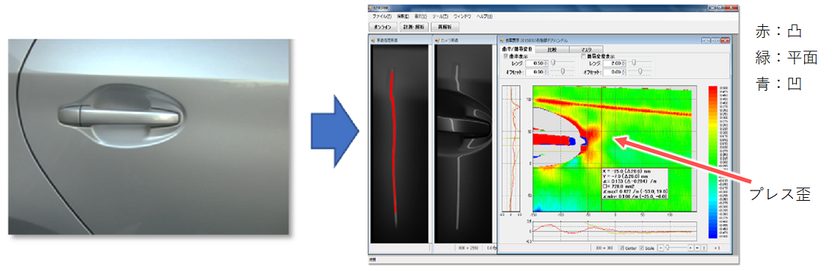
この目視検査と同様の撮影方法を確立した当社の面歪スキャニングセンサー LINE STRIPERは、熟練検査員の見えている景色を画像化します。
結果として面の曲率をカラーで表示します。曲率とは曲がり具合を表す物理量です。局所的な歪みは大きな曲率に、緩やかな歪みは小さな曲率として計測されます。
この曲率をカラー画像で表示すると面歪の状態が一目瞭然です。
また結果は数値で出力されますので、良否の判定が明確で個人差が発生しません。
画像1: https://www.atpress.ne.jp/releases/345335/LL_img_345335_1.png
トンネル
画像2: https://www.atpress.ne.jp/releases/345335/LL_img_345335_2.png
曲率カラーコンター
【ゼブラ模様の画像で技術継承】
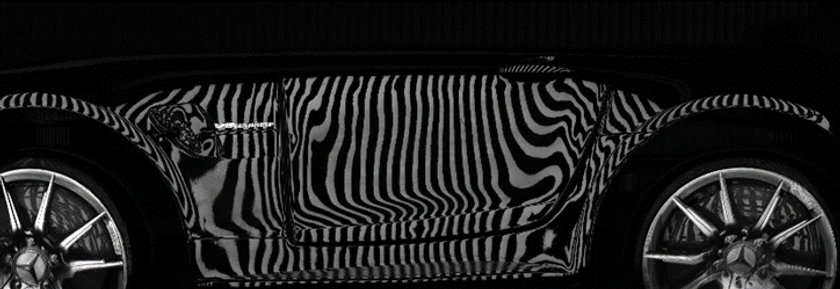
照明が並んだ光のトンネルの中に車を通過させると、ボディに写り込んだ照明がゼブラ模様のように見えます。
熟練検査員はこのゼブラ模様での目視検査を信頼しており、曲率という新たな指標を受け入れられず検査の自動化がスムーズに進まないことがあります。
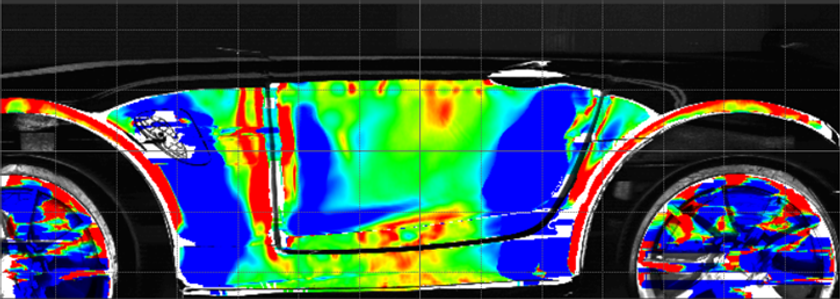
当装置には画像合成でゼブラ模様の画像を作成する機能が搭載されているため、熟練検査員が普段見ている景色で目視検査を行うことが可能です。
また同時に曲率を表示することも可能なため、熟練検査員と新人検査員が同じ景色を見ながら目視検査技術の継承を行うことが可能となっています。
画像3: https://www.atpress.ne.jp/releases/345335/LL_img_345335_3.png
ゼブラ模様の画像
画像4: https://www.atpress.ne.jp/releases/345335/LL_img_345335_4.png
曲率画像
■新機能
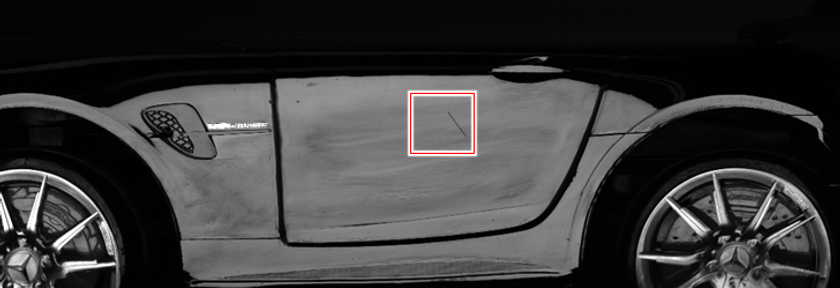
【曲率計測と同時にキズ、塗装ブツを検出】
これまでの曲率のカラー表示機能に対し、キズ、塗装ブツの検査が可能な高解像度な画像合成機能が追加されました。
従来、自動車ボディのような光沢のある対象物を画像撮影することは困難で、自動化の妨げとなっていました。
この課題を撮影方法の工夫と画像処理で解決しました。
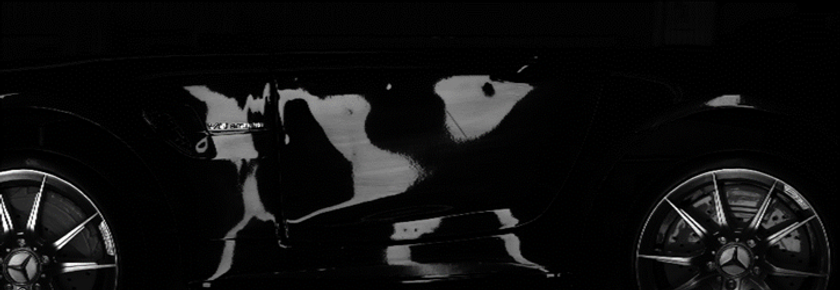
具体的には自動車ボディの各部を様々な角度から撮影し、その画像を合成します。その結果ボディ全体が正反射した安定した輝度の画像を作成します。
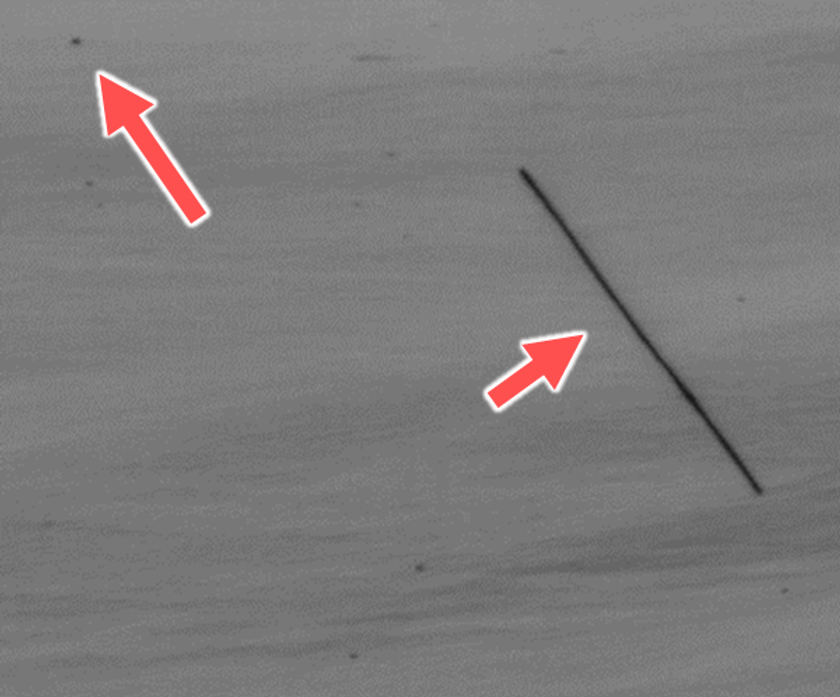
この画像により、キズ、塗装ブツの見える化が可能となりました。
画像5: https://www.atpress.ne.jp/releases/345335/LL_img_345335_5.png
計測環境
画像6: https://www.atpress.ne.jp/releases/345335/LL_img_345335_6.png
従来の画像
画像7: https://www.atpress.ne.jp/releases/345335/LL_img_345335_7.png
合成輝度画像
画像8: https://www.atpress.ne.jp/releases/345335/LL_img_345335_8.png
欠陥部
■背景
【少子高齢化】
現在、製造業の人手不足が深刻化しており、技術者の高齢化や若者への技能継承に関する問題が出てきています。経済産業省の調査によれば、製造業の約9割以上が「人手不足が顕在化している」と回答しています。
その対策としてITを活用した自動化がすすめられています。しかし検査工程は熟練技術が不可欠でありITを駆使しても解決できず人手に頼っているのが実状です。
この熟練技術を見える化できれば、だれでも簡単に高精度な検査が可能となります。
画像9: https://www.atpress.ne.jp/releases/345335/LL_img_345335_9.png
少子高齢化に伴う人手不足
画像10: https://www.atpress.ne.jp/releases/345335/LL_img_345335_10.png
技術伝承問題
【技術伝承の問題】
製造業では製品出荷前に目視で外観を検査する工程があります。
近年、画像処理による自動検査が進んでいますが、自動車ボディのような光沢がある製品は画像処理による検査が難しく、人の目による検査に頼っているのが現状です。
またその検査技能は暗黙知となっており、新人がその技能を習得することは容易ではありません。
近年では熟練検査員の定年退職、新人育成の難しさによる人員不足が社会問題となっています。
当社では、この熟練検査員の検査技能のメカニズムを解明し、熟練検査員が見えている景色を画像化することに成功しました。熟練検査員の見えている景色が画像化できれば、新人でも熟練同様の検査が可能となり上記問題が解決できます。
画像11: https://www.atpress.ne.jp/releases/345335/LL_img_345335_11.png
点検
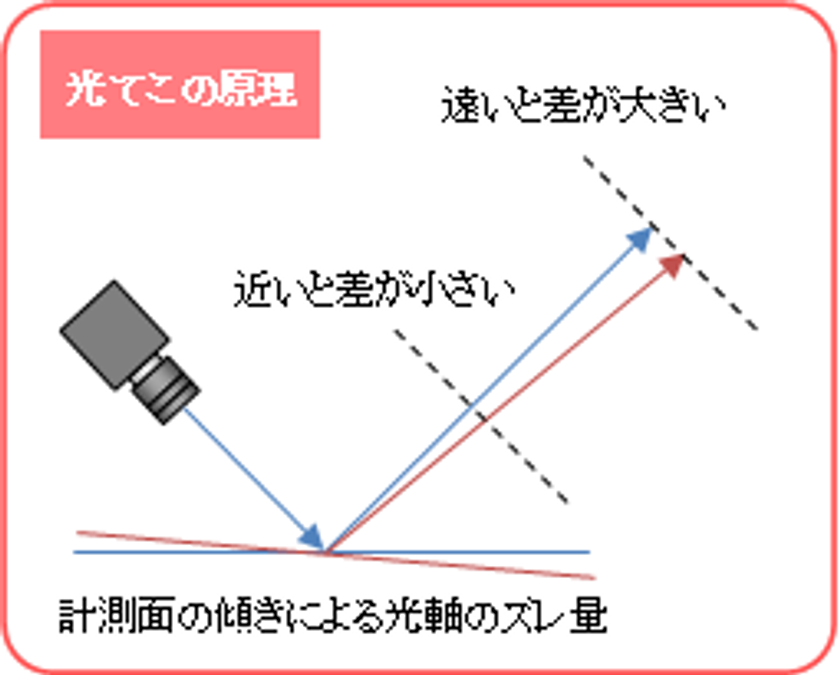
■測定原理
独自に開発したMR法(Mesh Reflection)にて歪を計測します。
対象物にスリット照明を映し込み、照明のゆがみ量から曲率を算出します。
本手法は、AFM(原子間力顕微鏡)などで使用されている、光てこの原理で歪を増幅して計測するため、一般的な3D計測機に比べ高精度です。
画像12: https://www.atpress.ne.jp/releases/345335/LL_img_345335_12.png
LINE STRIPER
画像13: https://www.atpress.ne.jp/releases/345335/LL_img_345335_13.png
光てこ
■装置仕様
名称 :面歪スキャニングセンサー LINE STRIPER
型式 :HIU-LS200
設置距離 :150mm(ヘッド〜サンプル間距離)
合焦範囲 :±25mm
計測範囲 :W200×H200mm
※計測範囲は対象物の平面度により変化します。
計測角度 面の傾き:±7deg以内
バンパーなどの湾曲の大きい部位は計測できません。
歪検出能力 :Z=10μm以上の面歪を検出可能 ※研磨したSUS板にて確認。
計測時間 :5sec以内 ※W200mmを1mmピッチで計測時。
電源 :AC100V 300W以下
耐環境性 :5〜35℃ 30〜80%RH(ただし結露なきこと)
質量 :3.5kg
■会社情報
創業55周年、工場の自動化に関する企画から製作・管理まで、すべての工程を一貫して対応する会社です。
中小企業では珍しく開発課があり、マイクロ波や空中超音波、画像処理などの独自のコア技術で商品開発を行っています。
会社名 : 八光オートメーション株式会社
所在地 : 〒811-2304 福岡県糟屋郡粕屋町大字仲原2753-5
創業 : 1968年
資本金 : 3,000万円
従業員 : 80名(パート含む)
ホームページ:https://www.hacmat.co.jp/
プレスリリース提供元:@Press
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}